
Toxic effects of melamine and its impact on food safety
Tech Blog Toxic effects of melamine and its impact on food safety Melamine powder, a nitrogen-containing heterocyclic chemical raw material, has an extremely high nitrogen

Tech Blog Toxic effects of melamine and its impact on food safety Melamine powder, a nitrogen-containing heterocyclic chemical raw material, has an extremely high nitrogen
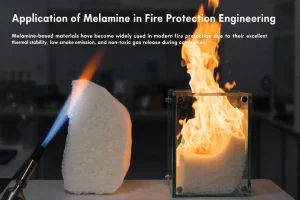
Tech Blog Application of Melamine in Fire Protection Engineering Melamine powder is an outstanding nitrogen-based flame retardant with irreplaceable merits in fire protection engineering. With

Tech Blog Melamine Detection by HPLC Adulteration with melamine powder in food and dairy products has become a major food safety hazard worldwide. The traditional

JINGJIANG MELAMINE POWDER